Formschlüssig und Stoffschlüssig
Laserschweißen
Laserschweißen ist ein modernes Verfahren, mit dem Materialien – meist Metalle – besonders präzise und schnell miteinander verbunden werden können. Dabei wird ein stark gebündelter Lichtstrahl, der Laser, auf die zu verbindenden Werkstücke gerichtet. Die Energie des Lasers erhitzt das Material so stark, dass es an der Verbindungsstelle schmilzt und anschließend wieder erstarrt. Die Schweißstelle wird mit einem Schutzgas, in der Regel Argon überspült. Die Umgebungsluft mit ca. 21% Sauerstoffanteil wird somit von der Schweißstelle verdrängt. So kann keine Oxidation in oder um die Schweißstelle stattfinden. Es entsteht somit eine feste und saubere Schweißnaht.
Ein großer Vorteil des Laserschweißens ist die hohe Genauigkeit. Da der Laserstrahl sehr fein gesteuert werden kann, lassen sich auch kleine oder empfindliche Bauteile verbinden, ohne sie stark zu verformen. Außerdem arbeitet das Verfahren schnell und oft automatisiert, weshalb es in vielen Bereichen der Industrie eingesetzt wird – zum Beispiel im Automobilbau, in der Elektronik oder in der Medizintechnik.
Durch diese Eigenschaften gilt das Laserschweißen heute als eine wichtige Technologie in der modernen Fertigung.
Laserschweißen: schonend und prozesssicher
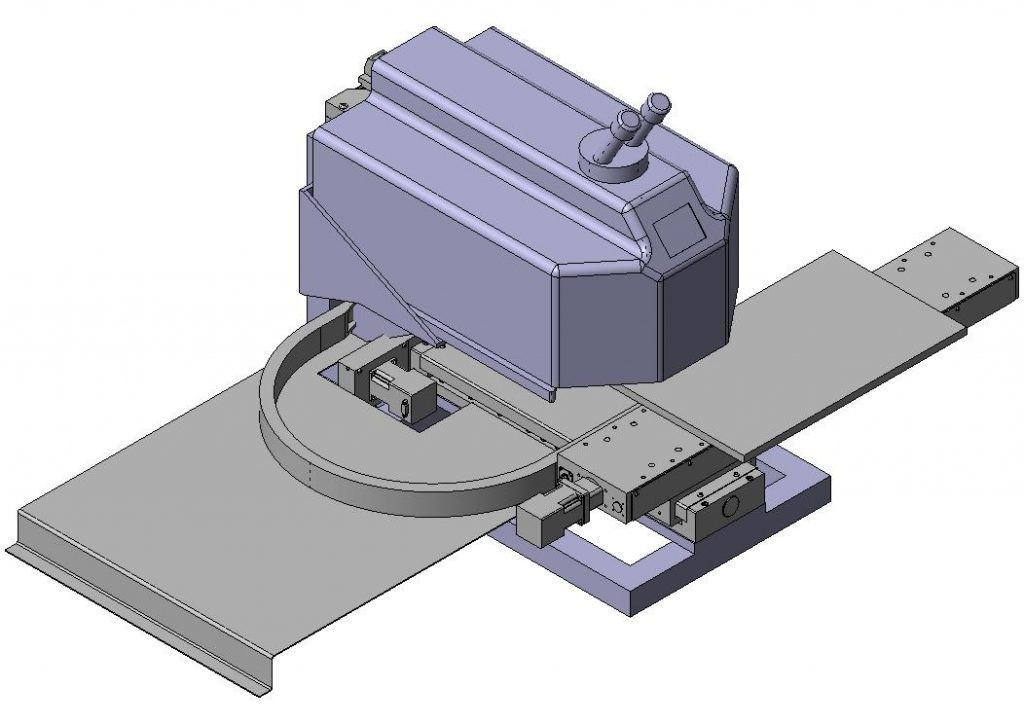
Aufgrund unser selbst entwickelte und gebauten Laserschweißanlage für Einzelstücke, palettierte Serienfertigung oder auf Rundachse, für wie z.B. Sensorgehäuse, sind wir sehr frei in der Gestaltung der Bauteile oder Realisierung Ihrer Schweißapplikation. Unsere Maschinen verfügen über einen Verfahrweg von 500mm in X- und 300mm in Y-Richtung. Die Laserschweißungen erfolgt gepulst.
Die Daten der CNC-Laserschweißmaschine wie folgt:
- Laserquelle Nd:YAG mit 1064 nm
- Leistung 125 Joule
- Pulsdauer 25 ms
- Pulsspitze 5 kW
- Durchschnittsleistung 60 W
- Frequenz max. 10 Hz
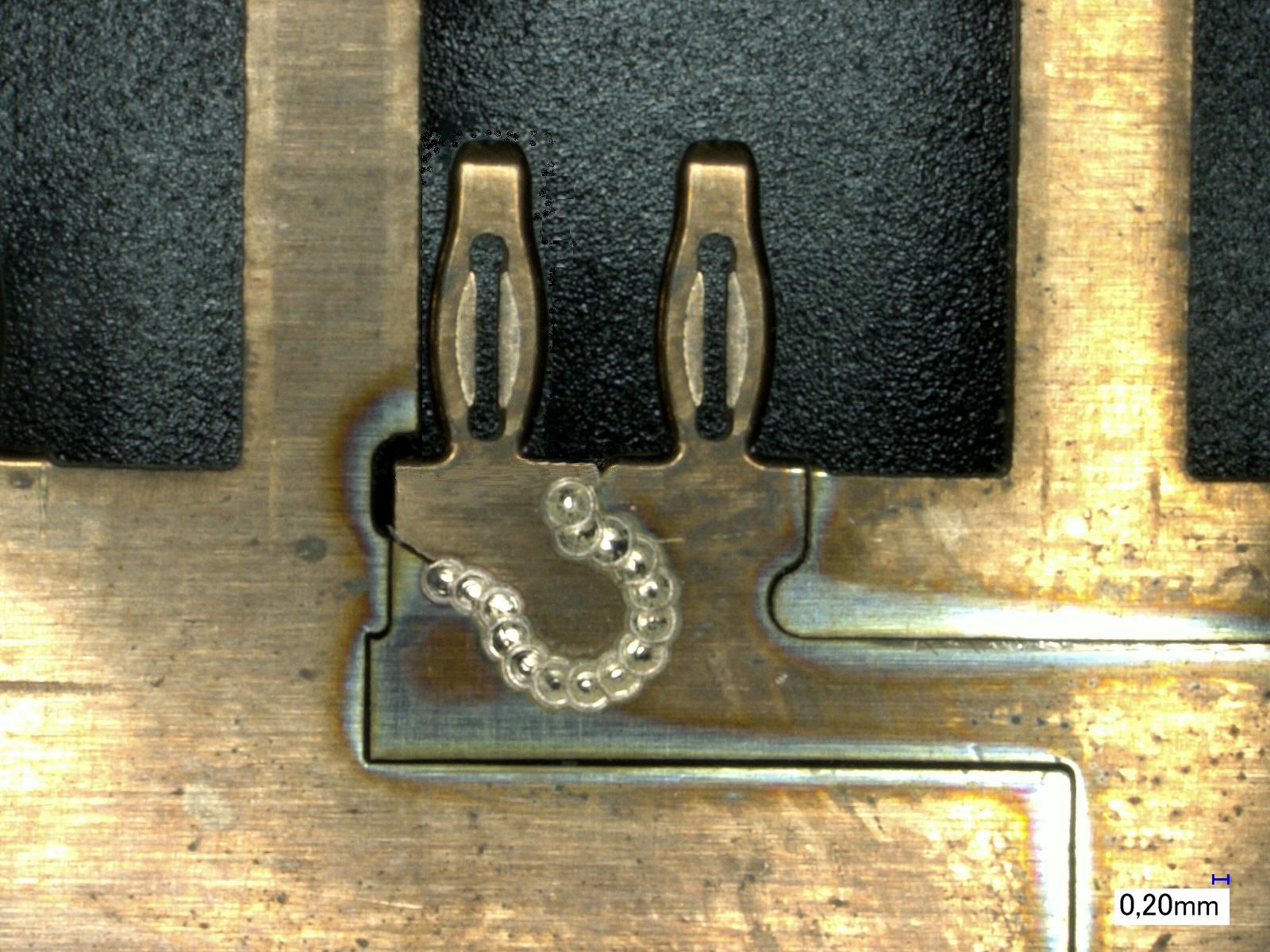
- Durchmesser Schweißpunkt 0,3 – 1,5 mm
- Optik: Stereomikroskop Leica
- Alternative: Digital-Kamera für Positionierung.
Zum Verfahren:
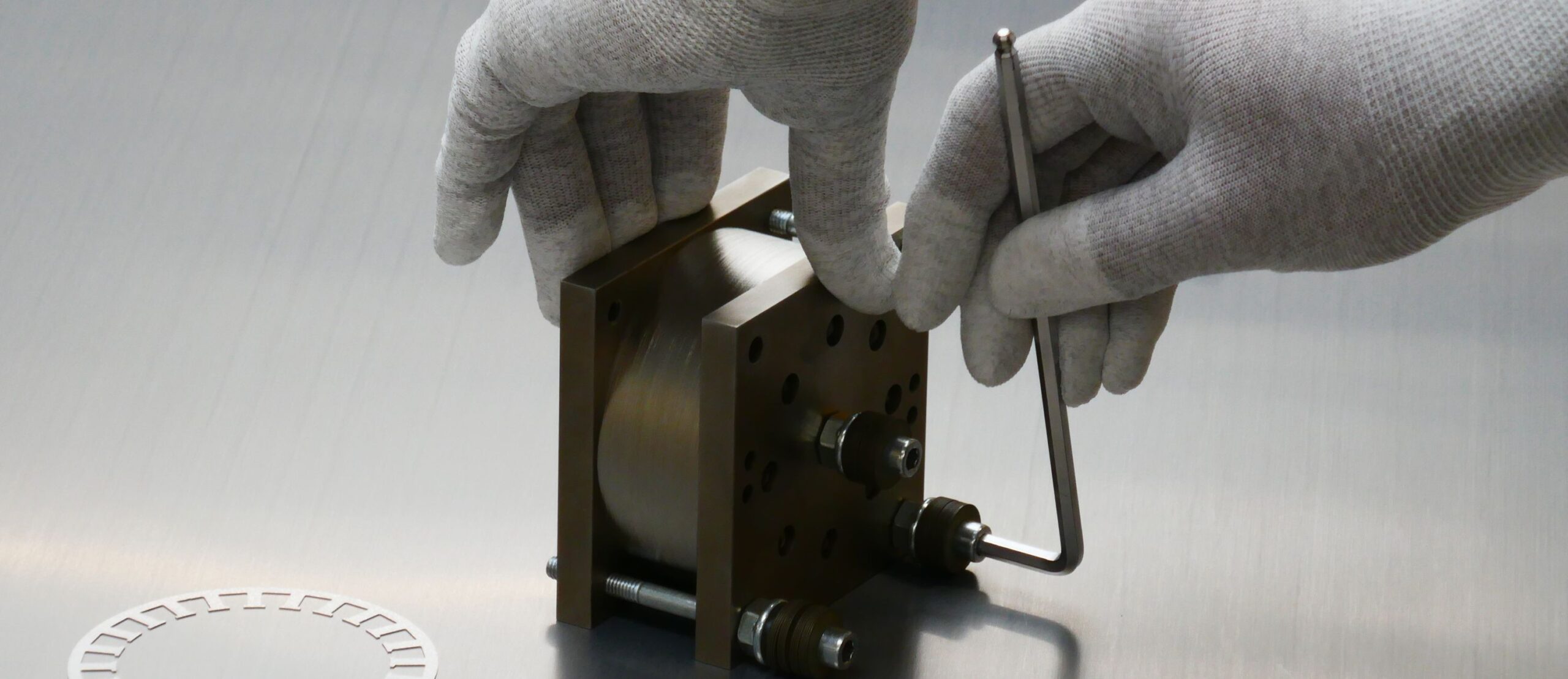
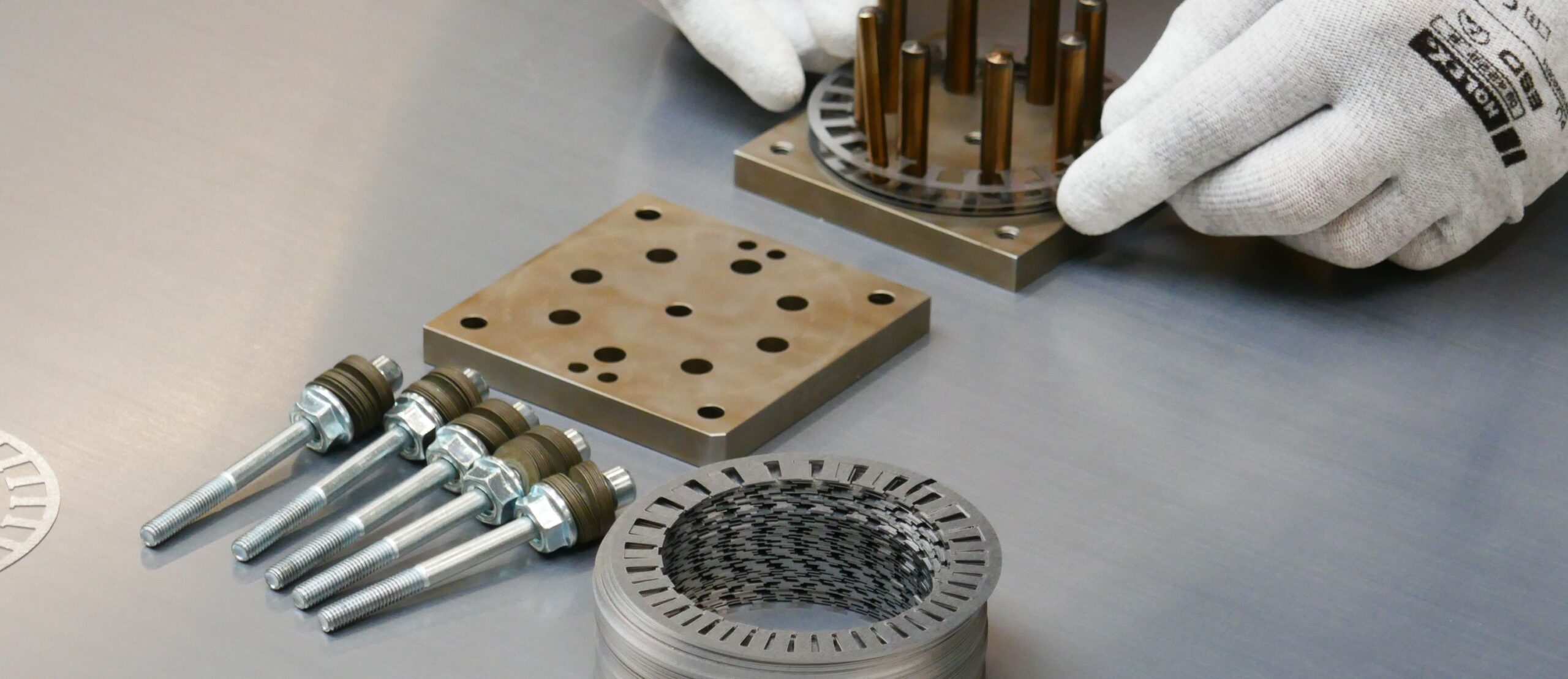
Das Laserschweißen ist ein äußerst schonendes Schweißverfahren, da der Wärmeeintrag lokal sehr begrenzt erfolgt. So ist es möglich, kritische Bauteile prozesssicher stoffschlüssig miteinander zu verbinden, ohne die Teile thermisch zu sehr zu stressen.
Beim Laserschweißen werden die beiden Schweißpartner möglichst spaltfrei miteinander vorgefügt, um sie anschließend zu verschweißen (z. B. Einpresszonen wie EloPin® in beliebigem Vorschub/ Abstand als Mehrfachpin).
Hintergrund:
Beim Laserschweißen kommt in der Regel kein Zusatzwerkstoff zum Einsatz. Eine Ausnahme bildet das Auftrags- oder Reparaturschweißen von z. B. ausgebrochenen Werkzeugteilen wie Stempeln, Schnittplatten oder Spritzgusswerkzeugen bei abrasiven Kunststoffen mit Glasfaserfüllung.
Nahezu sämtliche Metalle sind für das Laserschweißen geeignet. Ein Auswahl wie folg:
- Buntmetalle (Cu, CuSn0,15, CuSn6, CuNiSi, …)
- Titan
- Stahl, Edelstahl (1.4301, 1.4404, …)
- Federstahl (1.4310)
- Elektrobleche (M235, M270, NO20, NO30, …), Weicheisen, …
- bedingt CuZn (Messing), da Schmelzpunkte der Legierungsbestandteile zu unterschiedlich
